CNC Threading for Internal vs. External Threads: Key Differences and Considerations
CNC threading is used to create precise internal and external threads for various industrial applications. Whether producing fasteners, pipe fittings, or mechanical components, understanding the differences between CNC threading for internal vs. external threads is essential for selecting the right tools, techniques, and parameters. This article explores the key differences, tooling requirements and best practices for CNC threading in both internal and external threads.
Table of Contents
Understanding CNC Threading
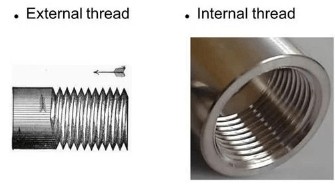
CNC threading is a machining process of cutting threads into a workpiece using computer-controlled machines. Threads are categorized into two main types:
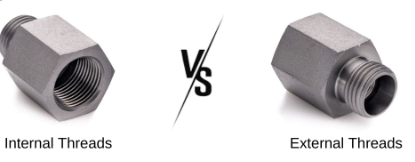
- Internal Threads: Cut inside a hole or bore (e.g., tapped holes, threaded inserts).
- External Threads: Formed on the outside of a cylindrical workpiece (e.g., screws, bolts).
Both threading types require precise control over feed rate, cutting depth, and tool engagement to ensure dimensional accuracy and surface quality.
Key Differences Between CNC Threading for Internal vs. External Threads
This chart provides a quick reference for understanding the key differences between internal and external CNC threading, helping manufacturers optimize their CNC machining processes.
| Aspect | Internal Threading | External Threading |
| Thread Location | Inside a hole or bore | On the outer surface of a cylindrical workpiece |
| Tooling Used | Taps, internal thread mills, boring bars, single-point threading tools | Dies, external thread mills, threading inserts, single-point tools |
| Pre-Machining Step | Requires a pre-drilled or bored hole | Requires turning the workpiece to the correct major diameter |
| Chip Removal | More challenging due to limited space; requires coolant or peck threading | Easier since chips are expelled outward |
| Tool Accessibility | Restricted space may require special long-reach tools | Easier access, allowing for a more straightforward machining process |
| Cutting Visibility | Difficult to monitor due to the enclosed space | Easier to observe and adjust during machining |
| Surface Finish | More prone to burrs and chatter due to chip entrapment | Generally smoother as the cutting area is open |
| Thread Tolerance | More sensitive to tool deflection and diameter control | Easier to achieve tight tolerances with rigid setups |
| Applications | Nuts, pipe fittings, threaded inserts, and internal machine components | Screws, bolts, threaded rods, and fasteners |
CNC Threading Techniques for Internal and External Threads
Whether forming internal or external threads, selecting the right CNC threading technique is crucial for achieving accuracy, efficiency, and durability.
CNC Threading Techniques for Internal Threads
Internal threading involves cutting threads inside a hole or bore, making it more complex due to space constraints and tool accessibility.
Taping
One of the most commonly used techniques is tapping, where a tap tool is inserted into a pre-drilled hole to cut the internal threads. This method is widely used for standard thread sizes and high-volume production due to its speed and simplicity. However, tapping can be challenging for larger holes and hard materials, as tool breakage is a common issue.

Thread Milling
For applications requiring greater flexibility and precision, CNC thread milling is an effective alternative for CNC taping. In this process, a rotating thread mill follows a helical path to cut the threads inside the hole. Unlike tapping, thread milling allows for easy adjustments to the thread diameter using the same tool. It is particularly useful for producing non-standard or large internal threads and is ideal for materials that are difficult to machine.
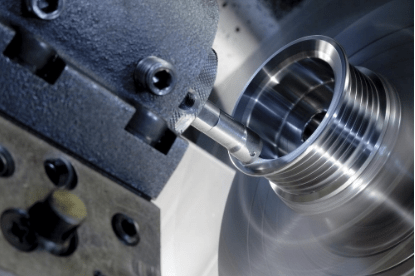
Single-point Threading
It involves a single-point cutting tool that gradually removes material to form the thread profile. This technique is performed on CNC lathes and offers high precision for custom or oversized internal threads. Single-point threading is also commonly used for thread repair or when working with unique thread profiles. However, it is slower than tapping and thread milling, as it requires multiple passes to achieve the final thread shape.
CNC Threading Techniques for External Threads
External threading refers to the process of cutting threads on the outer surface of a cylindrical workpiece.
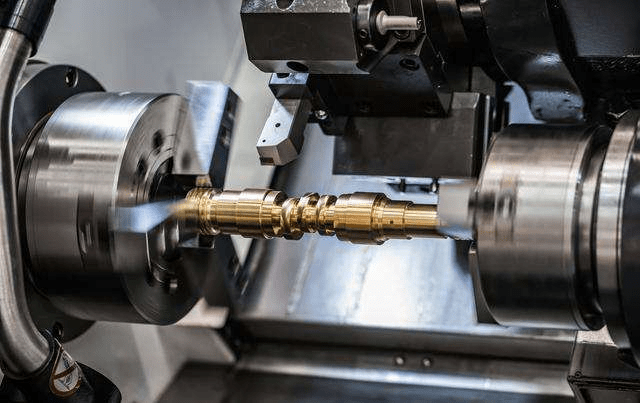
Single-point Threading
One of the most precise and widely used methods for external threading is single-point threading, where a cutting tool moves along the workpiece’s outer diameter to gradually form the threads. This technique is ideal for CNC lathes and provides high accuracy, making it suitable for custom or specialized threads. However, since it requires multiple passes, it is not as fast as other methods used for high-volume production.
Thread Rolling
For mass production of external threads, thread rolling is a preferred method. Unlike cutting-based techniques, thread rolling forms threads by pressing rolling dies against the rotating workpiece. This cold-forming process results in stronger threads due to material work hardening and produces a superior surface finish. Additionally, thread rolling eliminates material waste and increases tool life. However, it is mainly suitable for softer materials that can withstand plastic deformation without cracking.
Die Threading
Another common technique for external threading is die threading, where a die tool is rotated around the cylindrical workpiece to cut threads. This method is often used for small-scale production or manual threading applications. While die threading is simple and cost-effective, it is not as precise as CNC-controlled techniques and may require post-machining adjustments for accurate thread dimensions.
Key Considerations for Choosing the Right CNC Threading for Internal vs. External Threads
This chart provides a structured comparison of internal and external CNC threading techniques, helping manufacturers select the most suitable method based on production needs and material constraints.
| Consideration | Internal Threading | External Threading |
| Machining Method | Tapping, Thread Milling, Single-Point Threading | Single-Point Threading, Thread Rolling, Die Threading |
| Production Volume | Tapping for high volume; Thread Milling for flexibility | Thread Rolling for mass production; Single-Point for custom threads |
| Material Suitability | Harder materials may require thread milling; tapping is faster for soft materials | Thread rolling requires softer materials; single-point threading works for all |
| Thread Size | Tapping for small threads; Thread Milling for large or custom sizes | Thread Rolling for standard sizes; Single-Point for larger threads |
| Precision & Tolerance | Thread Milling and Single-Point provide high precision | Single-Point Threading offers the highest accuracy |
| Tool Wear & Lifespan | Tapping tools wear out faster in hard materials; Thread Milling extends tool life | Thread Rolling extends tool life; Single-Point threading may wear inserts faster |
| Cost Efficiency | Tapping is cost-effective for standard threads; Thread Milling is expensive but versatile | Thread Rolling has low long-term costs; Die threading is cheap for small batches |
| Surface Finish | Thread Milling produces a smooth finish; Tapping may require finishing | Thread Rolling provides the best surface finish; Single-Point may need polishing |
| Customization | Thread Milling allows non-standard profiles | Single-Point Threading offers the most flexibility for custom CNC threads |
Tool Selection for CNC Threading Techniques
Selecting the right tool for CNC threading is crucial for achieving precision, efficiency, and durability in both internal and external threads. The choice of tooling depends on factors such as thread type, material properties, production volume, and machine capabilities. Understanding the different CNC threading tools available helps optimize machining processes and ensures high-quality thread formation.
Tools of CNC Threading for Internal Threads
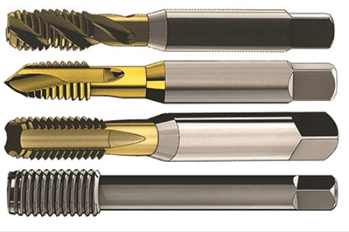
Taps
Taps are the most commonly used tools for internal threading. They cut threads inside pre-drilled holes and are available in various types:
- Hand Taps: For manual threading applications.
- Spiral Flute Taps: Suitable for through-holes and better chip evacuation.
- Spiral Point Taps: Ideal for blind holes.
- Carbide Taps: Preferred for harder materials due to their durability and wear resistance.
- High-Speed Steel (HSS) Taps: Used for general applications on softer materials.
Thread Mills
Thread mills use a rotating cutter to create threads inside a hole. This tool provides more flexibility than taps, allowing for various thread types and diameters with the same tool.
- Solid Carbide Thread Mills: Used for harder materials.
- Indexable Thread Mills: Ideal for higher production volumes with longer tool life.
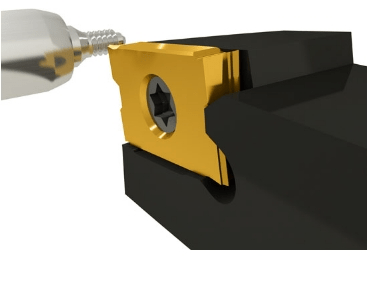
Single-point Threading Inserts
Single-point inserts are used on CNC lathes for internal threading. The inserts gradually cut the internal thread profile in multiple passes, ensuring high precision.
- Carbide Inserts: Provide excellent wear resistance and precision for tough materials.
- Indexable Inserts: Offer cost-effective solutions for various threading applications.
Tools of CNC Threading for External Threads
Single-point Threading Inserts
Single-point threading inserts are also used for external threading applications. These carbide inserts gradually cut the thread profile on the outer diameter of the workpiece.
- Full-Profile Inserts: Ideal for creating standard thread profiles.
- Partial-Profile Inserts: Used for creating customized threads.
- Carbide Inserts: Preferred for high-precision and durability, especially in hard materials.
Thread Rolling Dies
Thread rolling is a process where the material is plastically deformed to form the threads, rather than being cut. This method produces stronger threads with a superior surface finish.
- Flat Dies: Typically used for producing external threads on round workpieces.
- Cylindrical Dies: Suitable for longer thread lengths and larger diameters.
- Planetary Dies: Used for high-volume, high-speed production.
Threading Dies
Threading dies are manually operated tools used to form threads on the outer surface of a workpiece. They are simple and cost-effective for low-volume or manual threading.
- Adjustable Split Dies: Provide better control over thread size and tolerance.
- Solid Dies: More suitable for consistent threading on soft materials.
Comparison of Tools for Internal and External CNC Threading
| Factor | Internal Threading Tools | External Threading Tools |
| Primary Tools | Taps, Thread Mills, Single-Point Inserts | Single-Point Inserts, Thread Rolling Dies, Threading Dies |
| Best for Precision | Thread Mills, Single-Point Inserts | Single-Point Inserts |
| Best for High-Volume Production | Taps for standard holes, Thread Mills for flexibility | Thread Rolling Dies for mass production |
| Best for Custom CNC Threads | Thread Mills, Single-Point Inserts | Single-Point Inserts |
| Material Compatibility | Carbide Thread Mills for hard metals, HSS Taps for general use | Carbide Inserts for hard metals, HSS Dies for soft metals |
| Tool Life | Thread Mills and Carbide Inserts have longer life than taps | Thread Rolling Dies have the longest lifespan |
| Surface Finish | Thread Mills provide a smoother finish | Thread Rolling Dies produce the best finish |
| Cost Efficiency | Taps are cost-effective for standard threads | Thread Rolling minimizes material waste, reducing costs |
| Best for Large Diameters | Single-Point Threading and Thread Mills | Single-Point Threading on CNC Lathes |

Summary
CNC threading for internal and external threads requires different tooling strategies and machining techniques to achieve precision and efficiency. While internal threading demands careful chip evacuation and tool accessibility, external threading benefits from a more open workspace and easier chip removal. Selecting the right tools, parameters, and threading method ensures high-quality threads that meet industry standards.







