Die Wear and Failure Analysis in Metal Stamping Processes
In metal stamping processes, dies are essential tools used to shape, cut, or form metal into precise shapes for various applications. While dies are engineered for durability and precision, they experience wear and tear over time due to the harsh conditions they face during production. Understanding die wear and failure is crucial for improving the longevity and performance of stamping dies and reducing costs in manufacturing. This article delves into the causes of die wear, common types of failures, and strategies for analyzing and preventing die failure in metal stamping processes.
Table of Contents
Causes of Die Wear in Metal Stamping Processes
Die wear occurs as a result of repeated contact between the die surface and the metal being stamped. Several factors contribute to die wear, which can eventually lead to die failure:
- Friction and Heat: During stamping, high friction between the die and the material generates significant heat. This heat accelerates wear, particularly in areas of the die that come into direct contact with the metal. The more complex the stamping operation, the greater the friction and heat generation.
- Material Hardness and Properties: The hardness of the material being stamped plays a crucial role in die wear. Softer materials cause less wear, while harder metals can rapidly degrade the die surface. Furthermore, materials with abrasive properties, such as certain alloys or those with inclusions, can accelerate wear.
- Inadequate Lubrication: Proper lubrication between the die and the workpiece helps reduce friction, preventing excessive wear and overheating. Insufficient or incorrect lubrication can lead to excessive heat buildup and increased die wear.
- Improper Die Design: Poor stamping die design, such as inadequate clearance or poor alignment, can lead to excessive stress and uneven wear across the die surface. This uneven wear can result in premature failure and a reduction in the die’s performance.
- Load Cycles: Dies are subject to mechanical loads during each stamping cycle. Repeated loading and unloading can cause the die to fatigue, eventually leading to cracks or deformation.
- Tooling and Material Interaction: Tooling materials (such as the die material) and the characteristics of the workpiece material, such as its ductility or tendency to form scale, can cause wear. Hard, brittle materials are more likely to result in abrasive wear, while softer materials may lead to adhesive wear.

Common Types of Die Failures in Metal Stamping Processes
This chart summarizes the most common types of die failures that can occur during the metal stamping process and their associated causes and effects.
| Type of Die Failure | Cause | Effect |
| Wear and Abrasion | Repeated contact between die and material causes gradual degradation. | Reduced die precision, rough part surfaces, possible die failure. |
| Cracking | Excessive stress, improper heat treatment, or thermal cycling. | Loss of structural integrity, reduced die life, part defects. |
| Chipping | Impact or high pressure causing pieces to break off the die edge. | Decreased die functionality, poor part quality, and potential downtime. |
| Galloping | Material build-up due to friction or lack of proper lubrication. | Deformation of die surface, quality defects, increased maintenance needs. |
| Deformation | Misalignment, overloading, or improper material selection. | Permanent changes in die shape, loss of part accuracy, premature failure. |
| Heat Checking | Rapid temperature changes or poor heat dissipation. | Surface cracking or spalling, loss of hardness, reduced die lifespan. |
| Erosion | Repeated frictional contact causes gradual material loss from the die surface. | Reduced dimensional accuracy, increased wear rate, and potential failure. |
| Corrosion | Chemical reactions between the die material and the workpiece, often due to humidity or exposure to corrosive substances. | Deterioration of die material, poor part surface finish, and reduced die performance. |
Analyzing Die Wear and Failure in Metal Stamping Processes
Analyzing die wear and failure is a critical aspect of improving the efficiency and longevity of dies used in metal stamping processes.This process involves a combination of visual inspections, advanced testing techniques, and in-depth analysis of wear patterns.

Visual Inspections
Visual inspection is the first step in analyzing die wear and failure. It allows for the identification of obvious surface damage, such as cracks, pitting, or discoloration. While this method is useful for detecting large, visible flaws, it may not capture more subtle or internal issues. However, regular visual checks are essential to spot early signs of failure, enabling quick corrective action.
Some common indicators found during visual inspections include:
- Cracks and Fractures: Small cracks can grow over time, leading to larger fractures that can cause die failure.
- Pitting and Surface Damage: Uneven wear, surface irregularities, and pitting can result from abrasive materials or improper lubrication.
- Discoloration: Heat discoloration indicates that the die may have been subjected to high temperatures, which can lead to material degradation.
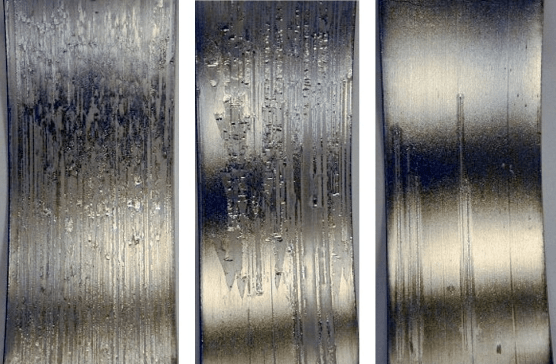
1. Microscopic Examination
Microscopic analysis involves using high-powered microscopes or scanning electron microscopes to examine the surface of the die in greater detail. This technique can reveal fine details of wear and failure, such as micro-cracking, surface roughness, or material flow lines that are not visible to the naked eye.
Microscopic examination helps in:
- Identifying subsurface cracks or small deformations that have not yet progressed to visible fractures.
- Understanding material transfer or galling, which happens when metal from the workpiece adheres to the die surface.
- Analyzing abrasive wear patterns and surface degradation.
2. X-ray and Ultrasonic Testing
For a deeper analysis, especially to detect internal damage that cannot be seen externally, X-ray and ultrasonic testing techniques are often employed. These non-destructive testing (NDT) methods are particularly useful for identifying cracks or voids within the die material that could lead to future failures.
- X-ray testing uses radiation to capture images of the internal structure of the die. It can highlight areas of internal stress, voids, or cracks that could weaken the die.
- Ultrasonic testing employs high-frequency sound waves to detect internal flaws or material inconsistencies. The technique is useful for assessing the structural integrity of large dies.
Both methods are effective for assessing critical areas of the die, especially in parts that are difficult to inspect through visual means.
3. Wear Pattern Analysis
A detailed examination of wear patterns on the stamping die surface can reveal much about the underlying causes of failure. Wear patterns are often linked to specific aspects of the stamping process, such as the type of material being stamped, the load applied, and the quality of lubrication.
Some important wear patterns to analyze include:
- Edge Wear: Wear at the edges of the die can indicate poor clearance settings, insufficient lubrication, or material inconsistencies.
- Surface Wear: Uniform surface wear is generally expected, but excessive wear in specific areas can indicate issues with die alignment, improper loading, or localized high friction.
- Deformation or Bending: Uneven deformation may suggest incorrect die geometry, misalignment, or material characteristics that result in uneven pressure distribution.
By examining these patterns, engineers can pinpoint problem areas and develop targeted solutions, such as adjusting die clearance, improving lubrication, or modifying die design.
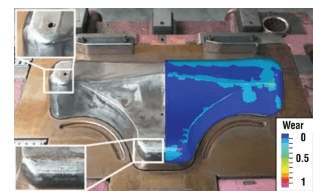
4. Finite Element Analysis (FEA)
Finite Element Analysis (FEA) is a computational tool used to simulate the stresses, strains, and deformations experienced by dies during the stamping process. By creating a detailed digital model of the die and subjecting it to simulated operational conditions, FEA helps engineers identify areas of high stress, fatigue, or potential failure.
FEA allows for:
- Simulation of die behavior under different conditions, such as varying load and speed.
- Identification of stress concentrations that may lead to cracking or deformation.
- Optimization of die design by adjusting material selection, geometry, and cooling methods.
Using FEA can provide invaluable insights into how dies perform under real-world conditions, enabling engineers to make design adjustments that minimize wear and prevent failure.
5. Material Analysis
The material used for die construction plays a significant role in its performance and susceptibility to wear. Analyzing the composition of the die material through techniques like spectroscopy or hardness testing can reveal issues such as improper heat treatment, material defects, or suboptimal material selection.
Some important aspects to consider include:
- Hardness: The hardness of the die material should match the requirements of the stamping operation. Harder materials tend to resist wear better but may become brittle if not properly heat-treated.
- Heat Treatment: Inadequate or uneven heat treatment can lead to hardening inconsistencies, making certain parts of the die more susceptible to wear or cracking.
- Material Composition: Understanding the alloy composition can help predict how the die material will react under different conditions, such as heat, pressure, and friction.
Proper material analysis ensures that the right die materials are chosen, enhancing both durability and performance.
6. Root Cause Failure Analysis
In addition to analyzing the wear and damage itself, a root cause failure analysis (RCFA) can provide deeper insights into why a die failed in the first place. This involves a thorough investigation into the operational conditions, tooling maintenance, and environmental factors that contributed to the failure.
Root cause analysis helps answer questions like:
- Was the die improperly designed or misaligned?
- Was the stamping process too aggressive for the material being used?
- Was the lubrication system inadequate or improperly applied?
By identifying the underlying cause of failure, corrective measures can be implemented to prevent similar issues from occurring in the future.
Effective Strategies Preventing Die Wear and Failure in Metal Stamping Process
1. Proper Die Design and Material Selection
One of the primary factors in preventing die wear and failure is ensuring the die is designed and constructed to withstand the specific stresses it will face during stamping. This begins with selecting the right materials for die construction.
- Material Selection: Choose materials with the appropriate hardness, toughness, and wear resistance for the specific stamping process. Common die materials include tool steels like D2, A2, or PM steels, which offer high hardness and durability.
- Heat Treatment: Proper heat treatment is essential for achieving the desired hardness and toughness. Processes such as quenching, tempering, and nitriding can enhance the material’s resistance to wear and deformation.
- Die Geometry: Careful consideration of die geometry is important to distribute stresses evenly across the die surface and minimize wear at vulnerable points, such as edges or corners.
2. Optimal Lubrication and Coolant Systems
Inadequate lubrication can lead to excessive friction between the die and the material being stamped, resulting in rapid wear. Proper lubrication ensures a smooth stamping process and reduces friction, heat buildup, and material transfer between the die and the workpiece.
- Lubricant Selection: Use the appropriate lubricant for the material being stamped. Different metals, such as aluminum or steel, require different types of lubricants to ensure smooth die operation.
- Regular Lubrication Maintenance: Ensure that the lubrication system is properly maintained, with correct flow rates and application points. Lack of lubrication or inconsistent application can lead to galling and excessive wear.
- Coolant Systems: In processes where heat generation is a concern, cooling systems must be used to maintain the die temperature within safe operating ranges. Overheating can lead to material degradation, thermal cracking, or deformation of the die.
3. Regular Die Maintenance and Inspections
Routine maintenance and inspection for metal stamping dies are critical for identifying potential issues before they result in die failure. Regularly scheduled maintenance allows manufacturers to address wear early on and replace or repair components before they cause significant problems.
- Visual Inspections: Perform regular visual checks for signs of wear, cracks, or heat damage. Early identification of these issues allows for preventive actions to be taken.
- Microscopic and Nondestructive Testing: Periodically conduct microscopic inspections or use nondestructive testing methods, such as X-ray or ultrasonic testing, to check for internal cracks, voids, or stress concentrations that may not be visible to the naked eye.
- Wear Pattern Analysis: Monitor wear patterns on the die to identify potential alignment issues, material problems, or improper process settings that could contribute to excessive wear.
4. Optimizing Press and Tooling Parameters
The parameters used in the stamping process, such as press speed, stroke, and tonnage, can have a significant impact on die wear. Setting optimal parameters helps minimize unnecessary stress on the die while maintaining production efficiency.
- Press Speed: High-speed presses generate more heat and stress on the die. Adjusting the speed and tonnage of the press to match the material and part specifications can reduce excessive wear.
- Correct Tonnage: Ensuring that the press operates at the correct tonnage for the material thickness and type is crucial. Overloading the die can cause deformation and premature wear.
- Progressive Die Adjustments: In cases where progressive dies are used, make sure the alignment of each stage is accurate. Misalignment or uneven pressures can lead to localized wear and tear.

5. Use of Die Coatings
Applying coatings to the die surface can improve wear resistance, reduce friction, and extend die life. Specialized coatings can provide a protective layer that enhances the die’s ability to resist heat, corrosion, and abrasive wear.
- Hard Coatings: Apply coatings such as titanium nitride (TiN), chromium nitride (CrN), or diamond-like carbon (DLC) to improve surface hardness and reduce friction.
- Anti-Galling Coatings: For metals prone to galling, such as stainless steel, anti-galling coatings can prevent material from sticking to the die surface and reduce wear.
6. Correct Die Alignment and Setup
Improper die alignment during the setup phase can lead to uneven pressures on the die surface, which accelerates wear. Ensuring precise alignment between the die and press is essential for preventing unnecessary stress and premature failure.
- Die Alignment: Use precision tools and equipment to align the die correctly with the press. Misalignment can lead to uneven wear patterns, reduced accuracy, and premature die failure.
- Press Calibration: Regularly calibrate presses to ensure they are functioning within their optimal parameters. Misalignment between the press and die can cause additional strain on both the press and die.
7. Use of Soft Tooling in Prototype Stamping
When stamping prototype or low-volume runs, consider using soft tooling materials, such as aluminum or plastic, instead of hard steel dies. Soft tooling is easier and less expensive to manufacture and can help reduce wear during the early stages of testing or design iterations.
Prototype Tooling: Soft tools allow for quick adjustments and are less prone to wear than hard tools. While they may not offer the longevity of steel dies, they can help reduce the costs associated with wear during the prototyping phase.
8. Employee Training and Knowledge Sharing
An often-overlooked strategy in preventing die wear is ensuring that all personnel involved in the metal stamping process are adequately trained and aware of the best practices. Ensuring that operators understand the impact of tool handling, press settings, and proper maintenance can go a long way in minimizing wear.
- Operator Training: Train operators on how to correctly handle tools and adjust machine parameters to optimize die life.
- Knowledge Sharing: Encourage communication between operators, engineers, and maintenance teams to share insights on die performance and potential areas for improvement.
9. Utilizing Predictive Maintenance
Leveraging predictive maintenance techniques, such as vibration monitoring, temperature sensors, and real-time diagnostics, can provide early warning signs of excessive wear or impending failure. These systems can detect changes in the performance of the die or press and alert maintenance teams before a failure occurs.
- Vibration Monitoring: Sudden changes in vibration can indicate misalignment or other issues with the press or die.
- Temperature Sensors: Monitoring temperature changes during the stamping process can help detect areas of excessive heat, which may be contributing to die wear.

Summary
Die wear and failure are common challenges in metal stamping processes, but understanding their causes and implementing proper analysis and prevention strategies can significantly improve the longevity and performance of stamping dies. Through adopting advanced materials, optimizing lubrication, improving die design, conducting regular maintenance, manufacturers can reduce the risk of die failure, ensuring high-quality products.