Hot vs. Cold Metal Stamping: How to Choose the Right Method?
Metal stamping process is used across various industries to produce parts with precision, speed, and repeatability. It involves forming metal sheets into desired shapes using dies and presses. Two major categories define how metal stamping is executed, including hot stamping and cold stamping. Though they serve similar end goals, the processes, advantages, and applications of each differ significantly. Understanding these differences is essential for selecting the appropriate method for specific manufacturing need.
Table of Contents
What is Hot Metal Stamping
Hot metal stamping, also known as hot forming or press hardening, is a metal forming process in which steel is heated to very high temperatures, typically over 900°C before being shaped in a die and rapidly cooled. The heat makes the metal malleable, allowing for the forming of complex, high-strength components that would be difficult or impossible to produce using cold stamping techniques. After shaping, the metal is quenched in the die, transforming its microstructure and significantly enhancing its strength.
This process is widely used in industries like automotive manufacturing, where lightweight, crash-resistant components such as B-pillars, roof rails, and bumper reinforcements are essential to meet safety and fuel efficiency standards.

How Does it Work
- Blank Preparation: The process begins with cutting flat metal sheets (usually boron steel) into specific shapes called blanks. These blanks are tailored to fit the final component design.
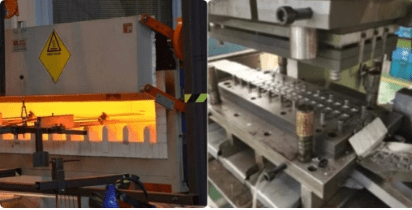
- Heating the Blank: The blanks are placed into a furnace and uniformly heated to above their austenitizing temperature, typically around 900°C. At this stage, the steel becomes soft and ductile, allowing it to be formed without cracking.
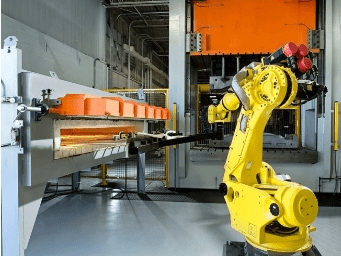
- Transferring to the Press: Once the desired temperature is reached, the heated blank is transferred quickly to the stamping press using robotic arms or heat-resistant manipulators to prevent significant heat loss.
- Forming and Quenching: The blank is pressed into a hardened die that shapes the component. The die is equipped with internal cooling channels that rapidly cool the formed part while it’s still held in shape. This quenching locks in a new microstructure called martensite, which significantly increases the part’s hardness and strength.
- Trimming and Finishing: After forming, the component may undergo trimming, piercing, or surface treatments to remove excess material and prepare it for assembly or coating. In some cases, protective coatings may be applied to resist corrosion.
Key Advantages
- High Strength Output: Produces ultra-high-strength steel parts with tensile strengths often exceeding 1,500 MPa.
- Complex Geometry Capability: Allows forming of deep draws, sharp angles, and intricate shapes without cracking.
- Dimensional Stability: Reduces springback after forming, resulting in precise shapes.
- Weight Reduction: Enables use of thinner materials for equivalent or better strength, improving fuel efficiency in automotive applications.
- Improved Crash Performance: Ideal for components that must absorb and redirect impact forces in collisions.
Limitations
- High Energy Consumption: Requires heating furnaces, which consume considerable amounts of energy and increase operational costs.
- Longer Cycle Times: Heating and cooling phases slow down production compared to cold stamping.
- Tooling Complexity and Cost: Metal stamping dies must withstand high temperatures and be integrated with cooling channels, leading to higher tooling costs.
- Surface Oxidation: Heating can cause scale formation (oxidation) on the metal surface, which may affect surface quality and require additional cleaning or coating processes.
- Material Limitations: Primarily suited for boron steel and a limited range of alloys capable of undergoing heat transformation and quenching.
- Infrastructure Requirements: Requires specialized furnaces, die quenching systems, and temperature control mechanisms, making it a capital-intensive process.
What is Cold Metal Stamping
Cold metal stamping is a manufacturing process that involves shaping metal sheets at or near room temperature using high-speed mechanical or hydraulic presses and dies. Unlike hot stamping, this method does not require the metal to be preheated, making it more energy-efficient and well-suited for high-volume production of precise, lightweight components.
This process is widely used in industries such as electronics, automotive, aerospace, appliances, and consumer goods, where parts often need to be produced with tight tolerances, smooth surface finishes, and high repeatability.
How Does it Works
In cold stamping, a metal blank (usually in coil or sheet form) is fed into a stamping press where it is shaped through various operations such as:
- Blanking: cutting out a specific shape from a sheet.
- Piercing: creating holes or slots.
- Bending: forming angles or curves.
- Drawing: stretching the metal into a deeper form.
Each operation is performed using dies that match the desired part geometry, allowing for rapid production of consistent components.

Key Advantages
- Energy Efficiency: No need for high-temperature furnaces or quenching systems.
- High Production Speed: Supports continuous production with short cycle times.
- Excellent Dimensional Accuracy: Produces parts with tight tolerances and minimal springback.
- Good Surface Finish: Maintains clean, smooth surfaces that may not require secondary processing.
- Lower Tooling Costs: Dies are less complex and less expensive than those used in hot stamping.
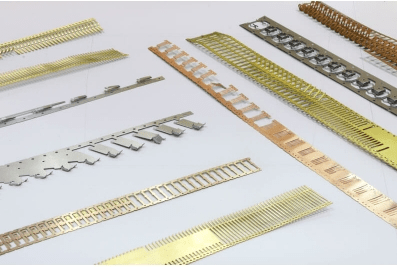
- Material Variety: Compatible with a wide range of metals including steel, aluminum, copper, and brass.
Limitations
- Limited Formability: Metals are less ductile at room temperature, which can lead to cracking or tearing during complex shaping.
- Residual Stresses: Can lead to warping or springback in some materials.
- Thicker Material Requirements: To avoid deformation or cracking, cold stamping often uses thicker sheets compared to hot stamping.
- Material Hardness Limits: High-strength steels may be too hard to form without excessive tool wear or part failure.
- Noise and Vibration: High-speed presses can generate significant noise and mechanical stress, requiring safety and vibration control measures.

Comparison of Hot vs. Cold Metal Stamping
This comparison chart highlights the key differences between Hot vs. Cold Metal Stamping
| Aspect | Hot Metal Stamping | Cold Metal Stamping |
| Forming Temperature | High temperature (typically 900–950°C) | Room temperature |
| Material Formability | Excellent – allows forming of complex and deep-drawn shapes | Limited – risk of cracking or tearing with complex shapes |
| Material Strength After Forming | Very high – produces ultra-high-strength parts (e.g., martensitic structure) | Moderate – strength depends on material used and work hardening |
| Tooling Requirements | Requires heat-resistant, water-cooled dies | Standard dies – less complex and lower cost |
| Energy Consumption | High – needs furnaces and temperature control systems | Low – does not require heating |
| Cycle Time | Slower – due to heating and cooling steps | Faster – suited for high-speed production |
| Precision & Tolerance | Good – minimal springback after quenching | Excellent – precise tolerances with good dimensional accuracy |
| Production Cost | Higher – due to energy usage and complex setup | Lower – economical for large volume runs |
Key Factors to Consider for Choosing Between Hot vs. Cold Metal Stamping
Choosing between hot and cold metal stamping involves more than simply selecting a forming temperature. Manufacturers must weigh multiple variables that influence the part’s functionality, production efficiency, and overall cost.
Material Properties and Strength Requirements
If the component must withstand extreme stress or impact, such as in automotive crash zones, hot stamping is often the preferred method. It produces ultra-high-strength steel by heating and rapidly cooling the material. Cold stamping, while capable of slight work hardening, generally yields components with moderate strength suitable for less demanding applications.
Complexity of Part Geometry
Hot stamping allows for more complex shapes and deep draws due to the material’s improved ductility at high temperatures. This is ideal for metal stamping parts with intricate contours or reinforcing channels. Cold stamping is more limited in shape complexity and is best suited for flatter, simpler geometries with tight tolerances.
Surface Finish Requirements
For metal stamping components that require a clean, precise surface finish, such as those used in electronics or visible appliance parts, cold stamping is superior. It provides a smoother surface without the oxidation or scaling often associated with hot forming, which may require post-processing.
Production Volume and Speed
Cold stamping is typically the method of choice for high-volume, fast-turnaround production due to its shorter cycle times and simpler setup. Conversely, hot stamping requires additional heating and cooling time, making it slower and more energy-intensive, though often justified for specialized applications.
Energy Consumption and Cost
Cold stamping is generally more energy-efficient and cost-effective in terms of operation, especially when producing large quantities. Hot stamping involves higher energy use, more durable tooling, and additional handling equipment, which can drive up both initial and long-term costs.
Tooling and Equipment
Hot stamping demands specialized dies and temperature-resistant tooling, often with integrated cooling systems. Cold stamping utilizes more standardized and affordable dies, making it easier to adapt or change tooling during production runs.
Dimensional Accuracy and Tolerance Control
For parts requiring high dimensional precision, cold stamping often delivers better results due to minimal thermal distortion. However, hot stamping can still achieve consistent tolerances thanks to the elimination of springback through rapid quenching.

End-Use Industry Requirements
The choice is often industry-driven:
- Automotive safety parts typically require hot metal stamping for strength.
- Consumer electronics or light-duty components benefit more from cold metal stamping’s speed and finish.
Summary
Hot metal stamping offers superior strength and formability for demanding applications, while cold metal stamping excels in precision, speed, and cost-effectiveness. The selection between hot and cold metal stamping should be based on a careful analysis of the product’s performance requirements, design complexity, volume expectations, budget, etc, then manufacturers can make informed decisions that support both product integrity and production economics.