How Does Injection Molding Work?
Injection molding is a popular manufacturing technique that has transformed the production of plastic and other polymer-based products. It provides efficiency, precision, and scalability, making it a necessary method in a variety of industries. This article will focus on the topic of how injection molding work, exploring its working process and the equipment involved.
What is Injection Molding?
Injection molding is a manufacturing method that involves injecting molten material into a mold cavity, often thermoplastic or thermosetting polymers. The molten material solidifies and cools, forming the desired shape. It is a highly adaptable technology that can produce complicated and elaborate parts with high dimensional precision.
What is the Working Process of Injection Molding?
The injection molding working process consists of multiple phases that work together to transform raw materials into final plastic or polymer-based products. It involves mold preparation, material selection and melting, injection of the molten material into the mold cavity, cooling and solidification, mold opening and ejection, post-processing, and recycling. Injection molding is widely employed in a variety of sectors due to its exact control and versatility.
Mold Preparation and Clamping
The preparation of the mold is the first step in the procedure. The mold, which is typically composed of hardened steel or aluminum, is divided into two halves: a cavity and a core. These pieces fit together exactly to form the final product’s desired shape.
After the mold has been prepared, it is placed on the injection molding machine. The clamping unit of the machine securely keeps the mold in place. It uses high pressure to maintain the mold tight during the rest of the operation.
Material Selection and Melting
The next step is to choose the right injection molding material for the product. Because of their ability to melt and solidify repeatedly, thermoplastic polymers such as polyethylene, polypropylene, and polystyrene are often utilized in injection molding.
The chosen material is deposited in a hopper on top of the injection molding machine in the shape of pellets or granules. The material is gravity-fed into a heated barrel from the hopper.
A revolving screw or plunger turns and advances forward inside the barrel, driving the material into the heating zone. The barrel’s heating components melt the material as it moves nearer the front.
Injection of the Molten Material
The injection phase begins once the material has melted and reached the desired temperature. The screw or plunger moves forward, injecting molten material into the mold cavity via a nozzle. The injection is carefully regulated to ensure that the entire cavity is filled.
During injection, the material flows into the mold under high pressure, conforming to the shape of the cavity and acquiring the final product’s details and features. Pressure is applied to the mold cavity until it is entirely filled.
Cooling and Solidification
After filling the mold cavity, the molten material begins to cool and harden. The mold has cooling channels that circulate a coolant, commonly water or oil, to quickly drain heat from the material.
For dimensional stability and optimum part quality, the cooling process is crucial. It determines the rate at which the material solidifies and, as a result, the injection molding process’s cycle time. Cooling time varies with material and part design.

Mold Opening and Ejection
The mold halves are opened using the machine’s clamping unit once the material has set. Ejector pins or plates on the mold may be used to push the part out of the cavity. The ejection mechanism ensures that the part is expelled smoothly and damage-free.
The ejected section is now independent of the runner system, which is the material channel that transports molten material to the cavity. Trimming or cutting is commonly used to remove the runner system.
Post-Processing and Quality Control
Following injection, the part may go through post-processing processes to meet the desired final requirements. Trimming extra material, applying surface treatments, assembling many parts, and conducting quality inspections are examples of these steps.
Dimensional checks, visual inspections, and functional testing are examples of quality control techniques of injection molding that guarantee the finished product satisfies the needed standards.
Recycling and Material Reuse
Waste material from injection molding includes runners and rejected components. These waste elements can be collected, recycled, and recycled again throughout the injection molding process. Recycling reduces material waste and contributes to sustainability initiatives.

What Equipment is Involved in Injection Molding?
To carry out the operation efficiently, injection molding necessitates the use of certain critical pieces of equipment. Injection molding equipment comprises the injection molding machine, mold, material feed system, cooling system, and auxiliary equipment.
Injection Molding Machine
The injection molding machine, also known as an injection molding press, is the heart of the operation. It is made up of various parts:
Hopper: The raw material is commonly held in the form of plastic pellets or granules in the hopper. The material is gravity-fed into the machine from the hopper.
Barrel and Screw/Plunger: The barrel is a cylindrical heating chamber that melts the raw material. A spinning screw or a reciprocating plunger inside the barrel drives the material forward and homogenizes it as it melts. The screw/plunger also adds pressure to the molten material when it is injected into the mold.
Heating Unit: To melt the material, heating sources are used to heat the barrel. To produce the correct melt consistency, precise temperature control is required.
Clamping Unit: During the injection process, the clamping unit holds the mold in place. It uses a lot of force to hold the mold halves tight and prevent molten material from leaking out. The clamping force is proportional to the size and complexity of the mold, as well as the material being injected.
Control System: Advanced control systems on injection molding machines govern temperature, pressure, injection speed, and other parameters. These controls ensure that production is exact and constant.
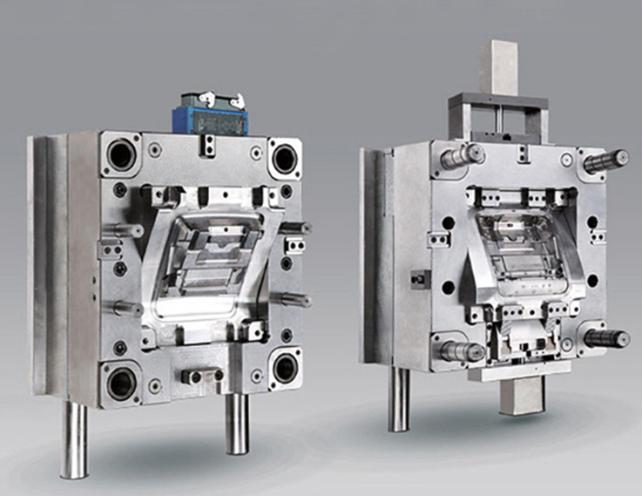
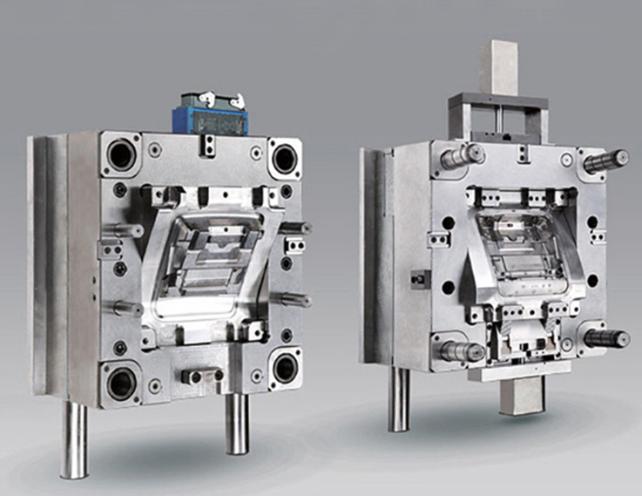
Mold
The mold, also known as the tool or die, is a precision-made component that defines the finished part’s shape, size, and features. The mold is divided into two halves: the cavity and the core. To survive the high pressures and temperatures of the injection molding process, it is often constructed of hardened steel or aluminum alloy.
The mold is built with cooling channels that flow coolant, such as water or oil, to control the mold’s temperature and aid in the solidification of the injected material.
Material Feed System
The material feed system transports raw material from the hopper to the barrel of the injection molding machine. It consists of the following elements:
Hopper: The raw material is stored and fed into the machine via the hopper. It has a mechanism to deliver the material to the machine’s feeding mechanism, such as an auger or gravity feed.
Feeding Mechanism: The feeding mechanism, which is usually a screw or plunger, transports the material from the hopper to the heating barrel. It guarantees that material flows consistently into the machine for melting and injection.
Cooling System
Cooling channels are inserted into the mold to allow adequate cooling and solidification of the molded item. To drain heat from the mold and the injected material, these tubes circulate a coolant, such as water or oil. The cooling system helps maintain dimensional stability and reduces the overall cycle time.
Auxiliary Equipment
In addition to the major equipment listed above, injection molding may necessitate the usage of the following auxiliary equipment:
Granulators or Shredders: These machines crush scrap material or rejected parts into small pellets or granules in order to recycle them. The recycled material can be used again during the injection molding process.
Dryers: To remove moisture, some materials may require drying before processing. Dryers eliminate moisture from raw materials, resulting in higher quality and fewer faults in molded products.
Mold Temperature Controllers: Mold temperature controllers adjust the temperature of the mold’s cooling channels. They contribute to accurate and consistent cooling, which improves part quality and reduces cycle time.
Material Handling Equipment: Conveyors or robots, for example, could be utilized to move molded components from the machine to post-processing or packaging stations.

Conclusion
Injection molding is a versatile and highly efficient manufacturing process that has revolutionized the production of plastic and polymer-based products. Its ability to create complex shapes, dimensional accuracy, and scalability make it indispensable across various industries.







