
Injection molding is a manufacturing process that produces parts through injection molding machines and molds. Injection molding uses plastic molding molds to make thermoplastics or thermosets into plastic products of various shapes. Products usually use rubber injection molding and plastic injection molding.
KENENG has professional thermoplastic injection molding equipment and has the ability to provide customers with short-term to long-term, small batch to large batch production. We manufacture custom injection molded plastic parts, where custom injection molding needs are specific. So if you have a product in production and are looking for a higher level of custom injection molding service, you can contact KENENG. We’ll help develop the most efficient mold for your product and help you make your existing mold more cost-effective.

Our Injection Molding Advantages

High product qualification rate
We have a strict quality control system, and the product qualification rate is as high as 99%.

Recognized by international customers
We became the designated supplier of Medtronic and BBC.

Rich manufacturing experience
KENENG has more than 20 years of experience in injection molding manufacturing.

Sincere customer service
Our 24*7 online service will ensure you get instant quotes.

Rich export experience
We specially set up a subsidiary company for foreign trade business and have 15 years of foreign trade experience.

Have a professional factory
KENENG’s factory covers an area of 10,000 square meters and employs more than 150 people.

Obtained multiple certifications
KENENG has obtained ISO9001, ROHS, Dun & Bradstreet certification.

Strong market share
We have occupied 50% of China’s electronics market (Keyu series battery box and holder).
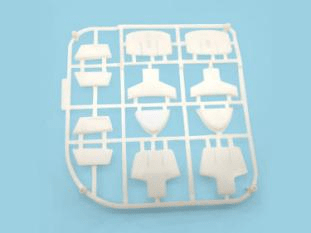
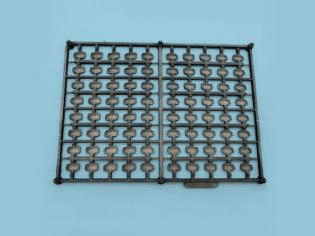
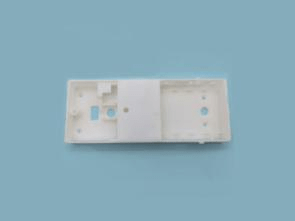
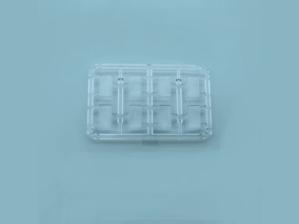
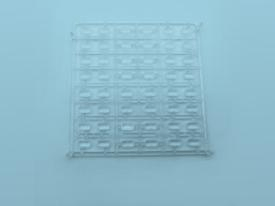
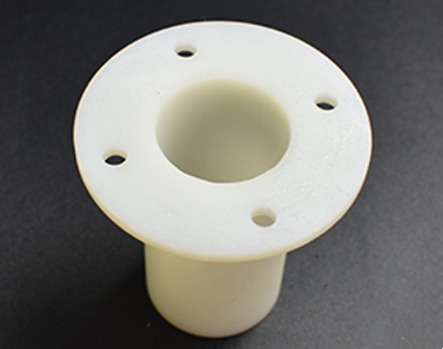
Products Display







Injection Molding Materials We Can Provide
KENENG’s factory has professional and advanced thermoplastic injection molding equipment, which can provide customers with a full range of customized services for various materials.
Polyethylene

- Polyethylene, abbreviated as PE, is a thermoplastic resin obtained by the polymerization of ethylene.
- Polyethylene resin is an odorless, non-toxic, white powder or granule with a milky white appearance.
- Low water permeability but high air permeability, not suitable for fresh-keeping packaging but suitable for moisture-proof packaging.
- The mechanical properties are relatively general, the tensile strength is low, but the impact resistance is good.
- The heat resistance is not high, and the low-temperature resistance is good.
- Low dielectric loss and high dielectric strength.
- It has good chemical stability. It is resistant to acid, alkali, and saline solution at room temperature, but it is not resistant to strong oxidants such as concentrated nitric acid.
- With low processing temperature and moderate viscosity, it is a kind of plastic with good processing performance.
Polypropylene
- Polypropylene is a polymer obtained by the addition polymerization of propylene.
- Polypropylene is a white waxy material with a light and transparent appearance.
- Widely used in machinery and automobile manufacturing parts, electronic and electrical industrial devices, construction, agriculture, fishery and food industries, textile and printing industries, and other industries.
ABS

- Acrylonitrile-butadiene-styrene copolymer (ABS) is a thermoplastic polymer material with good toughness, high strength, and easy processing.
- Opaque, low weight.
- High strength and strong impact resistance.
- Good chemical stability and good electrical properties.
- Mainly used in the production of wear-reducing and wear-resistant parts, general mechanical parts, transmission parts, and telecommunication parts.
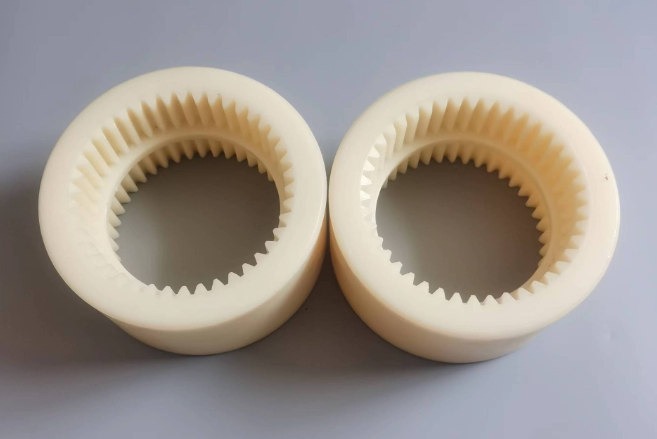
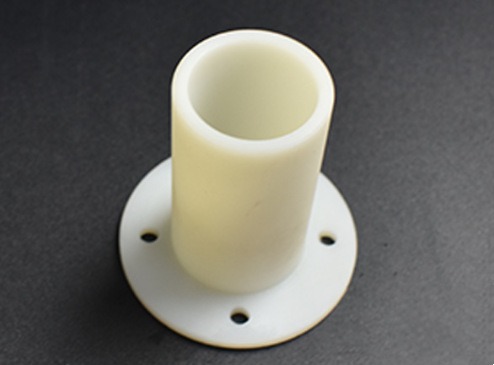
PA

- PA generally refers to nylon, which is the first synthetic fiber to appear in the world.
- Polyamide has the characteristics of non-toxicity, lightweight, excellent mechanical strength, good wear resistance, and good corrosion resistance.
- Polyamide is mainly used for synthetic fibers, and its most prominent advantage is that it has higher abrasion resistance than all other fibers.
- Widely used to replace copper and other metals, various medical and knitwear production.
Polystyrene
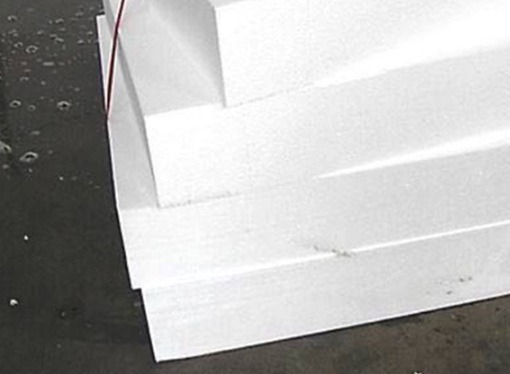
- Polystyrene is a colorless and transparent thermoplastic.
- Ordinary polystyrene resin is odorless, non-toxic, colorless, and transparent particles, and is a glass-like brittle material. Its products have extremely high transparency, and the light transmittance can reach more than 90%.
- Good electrical insulation performance, easy to color, good processing fluidity, and good rigidity.
- Good corrosion resistance, poor oxidation resistance, poor solvent resistance.
- It is often used to make various disposable containers or disposable foam lunch boxes that need to withstand the temperature of boiling water.
Other Materials
For other materials, you can contact us for customization.
Advantages of Injection Molding
- The production speed is fast and the efficiency is high.
- Automated operation is possible.
- There are many types to choose from: there are many varieties of colors, shapes can be simple or complex, and sizes can be from small to large.
- The size is accurate, the product is easy to replace, and it can be made into complex shapes.
- Injection molding is suitable for complex-shaped products or mass production.
Main Types of Injection Molding
Rubber Injection
The molding method of injecting the rubber material directly from the barrel into the model for vulcanization is called the rubber injection method. The advantages of rubber injection molding are short molding cycles, simple processes, high production efficiency, low labor intensity, and excellent product quality.
Plastic Injection
The molten plastic is injected into the mold under pressure, and after cooling and molding, the various plastic parts formed are called plastic injection molding. The most commonly used plastics are ABS, PA, polyethylene, polypropylene, polystyrene, etc.
The Process of Injection Molding
Temperature Control
The temperature that needs to be controlled in the injection molding process mainly includes barrel temperature and mold temperature. The temperature of the barrel mainly affects the plasticization and flow of the plastic. The temperature of the mold mainly affects the flow and cooling of the plastic.
- Barrel Temperature
Every plastic has a different flow temperature. Even if it is the same plastic, due to different sources or grades, the flow temperature and decomposition temperature are also different. The plasticizing process in different types of injection machines is also different, so the selection of barrel temperature is also different.
The barrel temperature is controlled in sections, which can be roughly divided into 3 areas:
1. Unloading area. In the area near the hopper, the temperature is generally set around the melting point of the plastic, and the temperature is lower. The purpose is mainly to preheat the material.
2. Plasticizing area. In the middle of the barrel, the temperature gradually rises above the melting point. The purpose is mainly to melt the material.
3. Anti-salivation section. It is at the front end of the barrel, the nozzle part. The temperature is usually slightly lower than the plasticizing section. The temperature of the nozzle should not be too low, otherwise, it will cause the early solidification of the melt to block the nozzle and increase the injection pressure, or the performance of the product will be affected due to the injection of the early solidified melt into the mold cavity. The purpose is mainly to prevent the molten material from flowing out of the nozzle under the action of internal pressure.
- Mold temperature
Mold temperature affects the intrinsic properties and appearance quality of the product. The mold temperature generally depends on the size and structure of the plastic product, the performance requirements for the finished product, as well as the melt temperature, injection speed, and injection pressure.
Pressure Control
The pressure in the injection molding process mainly includes plasticizing pressure, injection pressure and holding pressure, which can directly affect the plasticization of plastics and the quality of products.
- Plasticizing Pressure
During the plasticization process, the molten material continuously moves to the front end of the barrel, and more and more, pressure is gradually formed, which pushes the screw back. This pressure is called plasticizing pressure.
Excessive plasticizing pressure will lead to too high melt pressure at the front of the barrel, high material temperature, and decreased viscosity. This will lead to the reverse flow of the melt in the screw groove and increase the leakage flow between the barrel and the screw, which will reduce the plasticizing efficiency and lead to a decrease in production efficiency.
Too low plasticizing pressure will cause the screw to retreat too fast, the density of the melt flowing into the front end of the barrel is small, and the air entering the barrel is too much. As a result, the density and dimensions of the plasticized product fluctuate greatly, bubbles are easily formed inside the product, and the quality is poor.
- Injection Pressure
The pressure exerted on the plastic by the top of the plunger or screw is called the injection pressure. The function is to overcome the resistance of the plastic flowing from the barrel to the cavity, apply the rate of the melt to fill the mold, and compact the melt.
The size of the injection pressure is related to many factors such as the variety of plastics, the complexity of the plastic parts, the wall thickness, the structure of the nozzle, and the size of the gate.
- Holding Pressure
Holding pressure means that during the injection molding process, the screw does not retreat immediately after the cavity is filled, but continues to exert pressure on the front-end melt. In the pressure-holding stage, the plastic in the cavity becomes smaller due to cooling and shrinkage. At this time, if the gate is not frozen, the screw advances slowly under the action of the pressure-holding pressure, so that the plastic continues to be injected into the cavity for feeding and shrinking. The plastic melt in the cavity is compacted. When the mold cavity is nearly full, the movement of the injection molding machine screw switches from flow rate control to pressure control.
If the holding pressure is too high, it will cause warping deformation, flashing, and in severe cases, mold expansion. If the holding pressure is too low, it will cause defects such as material shortage and weld lines.
Molding Cycle
The molding cycle refers to the time required to complete an injection molding process. In the production process, the relevant time in the molding cycle should be shortened as much as possible under the premise of ensuring the quality, which will help to improve the production efficiency.
In the molding cycle, injection time and cooling time are very important, they have a decisive influence on the quality of the product.
Injection time includes filling mold time and holding pressure time. The filling mold time is inversely proportional to the filling rate, and the filling time in production is generally about 3-5 seconds. The holding time is the pressure time of the plastic in the cavity, which accounts for a large part of the entire injection time, generally about 20-120 seconds, and can reach 5-10 minutes for extra thick parts. The pressure holding time has an impact on the dimensional accuracy of the product before the molten material at the gate is frozen.
The cooling time is mainly determined by the mold temperature, the thickness of the product, the thermal properties, and the crystallization properties of the plastic. The end of the cooling time should be based on the principle of ensuring that the product does not change when it is demolded. The cooling time should not be too long, which not only reduces the production efficiency but also produces demolding stress when demolding complex parts, making demolding difficult.

Which Products Can be Processed Using Injection Molding Service?






Other services about KENENG

Metal Stamping Parts Manufacturer
