Mastering Progressive Stamping Die Design: Innovations and Techniques
Progressive stamping die design is a specialized field within manufacturing engineering focused on creating tooling systems capable of producing complex metal components efficiently and accurately. Progressive stamping dies consist of multiple stations, each performing a specific forming, cutting, or piercing operation as a metal strip advances through the die. This article delves into the art and science of progressive stamping die design, exploring its principles, challenges, and innovative techniques.
Principles of Progressive Stamping Die Design
1. Sequential Operations
Progressive stamping dies are designed to perform a series of sequential operations on a continuous metal strip as it passes through the die. Each station within the die set is dedicated to a specific forming, cutting, or piercing operation, and the operations are arranged in a logical sequence to efficiently transform the raw material into finished parts.
2. Modularity and Integration
Progressive stamping dies are modular in design, with each station containing its set of tooling components, such as punches, dies, and guiding elements. These modular stations are integrated into a cohesive die set, allowing for efficient material flow and minimizing the need for manual handling between operations.
3. Optimized Material Utilization
Efficient material utilization is a fundamental principle of progressive stamping die design. The layout of stations within the die set is carefully optimized to minimize material waste and maximize the number of parts produced from each strip of metal. Engineers consider factors such as part geometry, material thickness, and nesting strategies when designing the strip layout.
4. Precision Tooling Design
Precision tooling design is essential for achieving accurate part dimensions, surface finishes, and production rates in progressive stamping. Tooling components, including punches, dies, and guiding elements, are designed with tight tolerances and precise geometries to ensure consistent part quality. Advanced CAD/CAM software is often used to design and simulate tooling configurations before fabrication.
5. Material Flow and Feeding Mechanisms
Proper material flow and feeding mechanisms are critical for maintaining consistent part quality and minimizing downtime in progressive stamping operations. Precision feeding systems, such as roll feeds or servo-driven mechanisms, control the advancement of the metal strip through the die at the correct speed and alignment. Proper material feeding ensures uniform part production and minimizes scrap.
6. Die Durability and Maintenance
Progressive stamping dies are subjected to high forces and wear during production, necessitating durable construction and regular maintenance. Tooling components are typically made of hardened steel to withstand the rigors of stamping operations. Proper die maintenance, including sharpening of cutting edges, lubrication of moving parts, and inspection for wear, is essential for prolonging die life and ensuring consistent performance.
7. Process Optimization and Control
Continuous process optimization and control are essential for maximizing productivity and minimizing production costs in progressive stamping. Engineers monitor key process parameters, such as material feed rates, die clearances, and press speeds, to optimize production efficiency and ensure consistent part quality. Advanced monitoring and control systems may be employed to detect deviations from target specifications and make real-time adjustments to the stamping process.
Key Components of Progressive Stamping Die Design
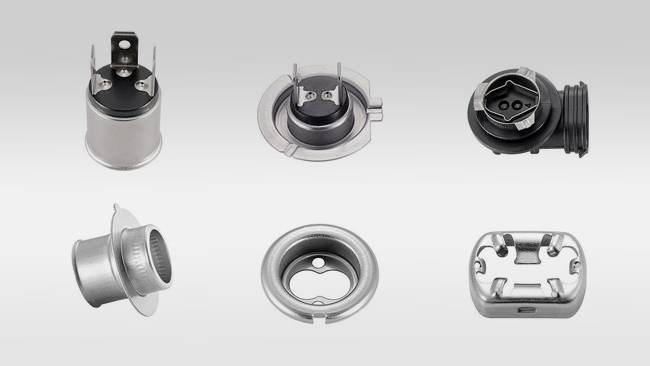
Progressive stamping die design involves a meticulous arrangement of components to efficiently and produce high-precision metal stamping parts through a series of sequential operations. Each component plays a crucial role in shaping the metal strip into the desired part.
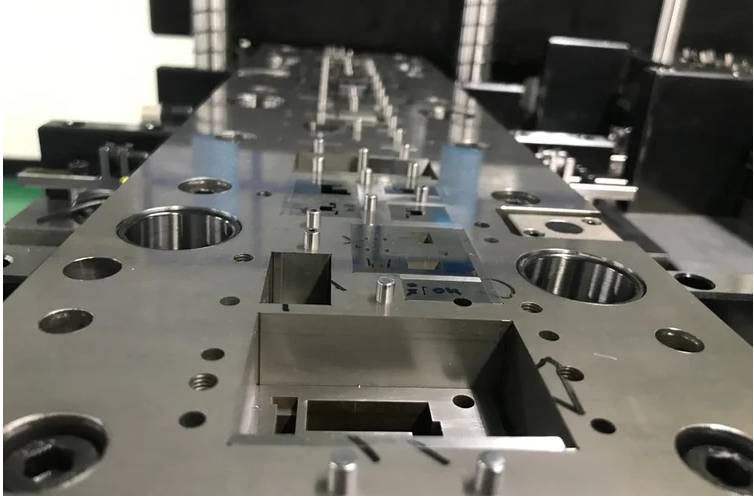
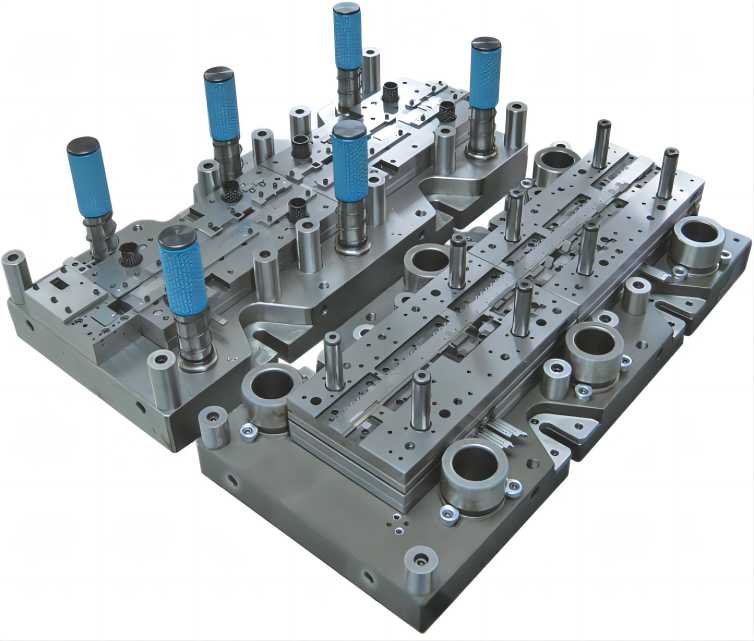
1. Die Set
The die set provides the framework for the progressive stamping process. It consists of upper and lower die plates, guide pins, and bushings that hold the tooling components in place and facilitate precise alignment between the upper and lower halves of the die. The die set also incorporates mechanisms for material feeding and ejection of finished parts.
2. Punches
Punches are tooling components that exert force on the metal strip to deform it into the desired shape. In progressive stamping, multiple punches are arranged along the length of the die to perform various forming, cutting, and piercing operations. Each punch is designed with a specific geometry to achieve the desired part features.
3. Dies
Dies are mating tooling components that work in conjunction with punches to shape the metal strip. They provide the opposite surface against which the punches deform the material. Dies are typically made of hardened steel to withstand the high forces and wear associated with progressive stamping operations.
4. Stripper Plate
The stripper plate is positioned above the metal strip and helps prevent the formed parts from sticking to the punches during the stripping phase. It applies upward pressure on the strip as it advances through the die, ensuring smooth ejection of finished parts from the tooling.
5. Feeding Mechanism
A precision feeding mechanism is essential for advancing the metal strip through the die at the correct speed and alignment. Servo-driven feeders or roll feed systems ensure consistent material feed, minimizing waste and maximizing productivity. The feeding mechanism is often integrated into the die set and synchronized with the stamping process.
6. Cutting and Piercing Operations
Progressive stamping dies incorporate cutting and piercing operations to separate individual parts from the metal strip. These operations are typically performed using specialized punches and dies arranged at specific stations within the die set. Precision alignment and clearance between the cutting and piercing components are critical to achieving accurate part dimensions and smooth edges.
7. Cam Units
Cam units are mechanical devices that control the timing and sequence of operations within the progressive stamping die. They actuate the movement of punches, dies, and other tooling components at each station, ensuring synchronized operation and optimal part production. Cam units are designed with precision to achieve consistent part quality and minimize downtime.
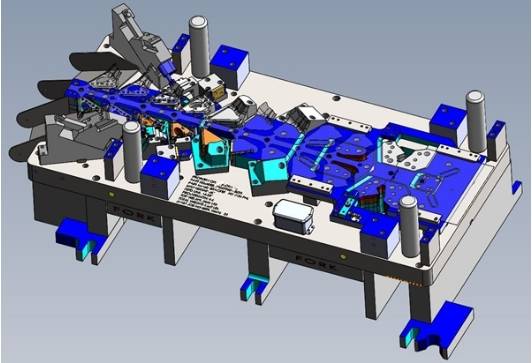
8. Strip Layout
The arrangement of stations within the progressive die, known as the strip layout, is carefully optimized to minimize material waste and maximize production efficiency. Engineers consider factors such as part complexity, material utilization, and die accessibility when designing the strip layout. The strip layout determines the sequence of operations performed on the metal strip as it progresses through the die.

Challenges in Progressive Stamping Die Design
1. Complex Part Geometry
Progressive stamping is often used to produce parts with intricate and complex geometries. Designing dies capable of accurately forming and cutting such parts presents a challenge, as it requires precise tooling configurations and optimized material flow paths to maintain dimensional accuracy and part integrity throughout the stamping process.

2. Tight Tolerances and Surface Finishes
Meeting tight dimensional tolerances and surface finish requirements is essential in many progressive stamping applications, particularly in industries such as automotive and electronics. Achieving consistent part quality while maintaining high production rates requires careful attention to die design, tooling precision, and process control.
3. Material Formability and Springback
The formability of the material being stamped and its tendency to spring back after deformation pose significant challenges in progressive stamping. Engineers must carefully select materials with suitable mechanical properties and develop tooling designs and forming strategies to minimize springback and achieve the desired part geometry.
4. Tool Wear and Maintenance
Progressive stamping dies are subjected to high forces and wear during production, leading to tooling degradation over time. Managing tool wear and maintenance is crucial for ensuring consistent part quality and prolonging die life. Engineers must develop strategies for monitoring tool wear, implementing regular maintenance procedures, and replacing worn components as needed to minimize downtime and scrap rates.
4. Material Handling and Feeding
Proper material handling and feeding are critical for maintaining efficient production rates and minimizing scrap in progressive stamping. Ensuring uniform material feed, preventing coil slippage, and minimizing material waste require precision feeding mechanisms and effective strip guiding systems. Challenges such as material buckling, coil breakage, and misalignment can occur and must be addressed through careful die design and process optimization.
5. Die Setup and Changeover
Setting up and changing over progressive stamping dies for different part configurations or production runs can be time-consuming and labor-intensive. Minimizing setup and changeover times is essential for maximizing production efficiency and flexibility. Engineers may employ quick-change tooling systems, standardized setups, and automated die adjustment mechanisms to streamline the setup and changeover processes.
6. Process Monitoring and Control
Monitoring and controlling key process parameters, such as material feed rates, die clearances, and press speeds, is essential for ensuring consistent part quality and production efficiency. Implementing advanced process monitoring and control systems enables real-time detection of deviations from target specifications and allows for timely adjustments to optimize the stamping process.
Innovations in Progressive Stamping Die Design
Innovations in progressive stamping die design have played a crucial role in advancing manufacturing capabilities in metal stamping operations. These innovations encompass a wide range of technologies, techniques, and methodologies aimed at addressing challenges, increasing efficiency, and expanding the capabilities of progressive stamping processes.
1. Additive Manufacturing (AM)
Additive manufacturing, or 3D printing, has emerged as a transformative technology in progressive stamping die design. AM enables the rapid prototyping and production of complex tooling components with intricate geometries that are difficult or impossible to achieve using traditional machining methods. By leveraging AM techniques, engineers can create customized tooling inserts, die components, and forming features with reduced lead times and increased design flexibility.
2. Advanced Materials and Coatings
The use of advanced materials and coatings in progressive stamping dies has contributed to improved performance, durability, and wear resistance. High-performance tool steels, carbide inserts, and ceramic coatings are employed to withstand the high forces, temperatures, and abrasion encountered during stamping operations. These materials and coatings help extend die life, minimize tool wear, and enhance part quality in progressive stamping.
3. Simulation and Digital Twin Technology
Simulation software and digital twin technology have revolutionized the design and optimization of progressive stamping dies. Engineers can create virtual models of stamping processes, analyze material flow, predict part deformation, and optimize tooling designs before physical prototyping. Digital twins enable real-time monitoring, analysis, and optimization of stamping operations, leading to improved efficiency, reduced scrap rates, and faster time-to-market.
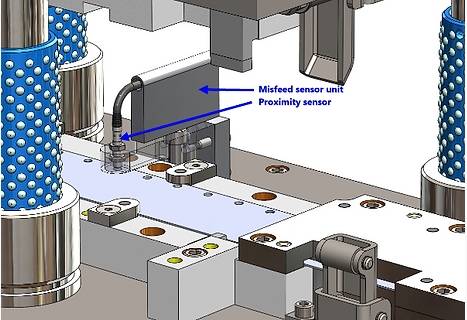
4. Intelligent Tooling and Sensors
The integration of intelligent tooling and sensor technology into progressive stamping dies enables real-time monitoring and control of key process parameters. Sensors embedded in die components can measure forces, temperatures, vibrations, and part quality characteristics during stamping operations. This data is used to adjust process parameters, optimize tooling performance, and detect anomalies before they impact part quality or production efficiency.
5. Modular and Quick-Change Tooling Systems
Modular and quick-change tooling systems simplify die setup, changeover, and reconfiguration for different part configurations or production runs. Standardized tooling components, quick-release mechanisms, and interchangeable inserts facilitate rapid die assembly and adjustment, reducing downtime and increasing manufacturing flexibility. These systems enable manufacturers to respond quickly to changing production demands and optimize resource utilization in progressive stamping operations.
6. Automated Die Adjustments and Controls
Automated die adjustment systems and controls enhance the precision, consistency, and repeatability of progressive stamping processes. Servo-driven actuators, programmable controllers, and feedback mechanisms enable precise adjustment of die clearances, punch positions, and forming forces during stamping operations. Automated die controls optimize part quality, minimize scrap rates, and increase production efficiency in progressive stamping.
7. Hybrid and Multi-Material Stamping
Hybrid and multi-material stamping techniques combine traditional stamping methods with additive manufacturing, joining processes, or hybrid material configurations to expand the capabilities of progressive stamping. These approaches enable the production of complex parts with tailored material properties, improved performance, and reduced weight. Hybrid and multi-material stamping technologies open new opportunities for lightweight, structural optimization, and component integration in various industries.
Conclusion
Progressive stamping die design is a complex and iterative process that requires expertise in metal forming principles, tooling design, and manufacturing technology. By leveraging advanced design tools, materials, and manufacturing techniques, engineers can overcome challenges, unlock new possibilities, and drive continuous improvement in progressive stamping processes.







