Tungsten Steel Milling Cutter: Edge Angle Selection and Its Impact on Machining
Table of Contents
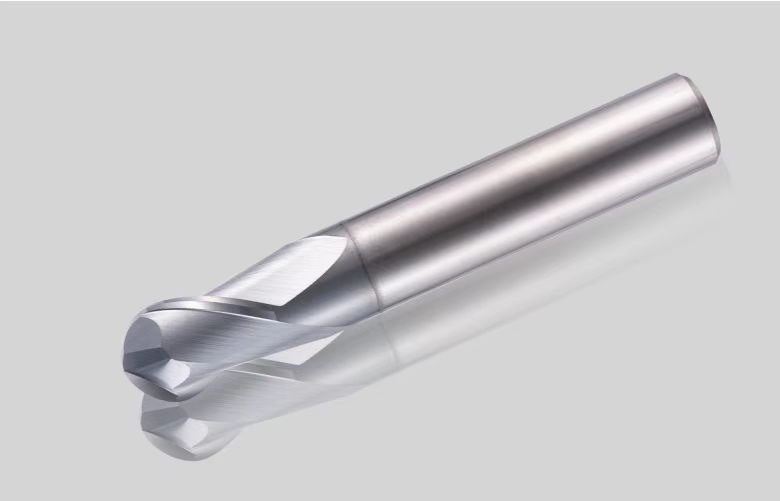
Tungsten steel milling cutters play a crucial role in modern manufacturing processes, especially in metalworking and mold production. Known for their exceptional hardness, durability, and cutting performance, these tools are indispensable for high-precision machining operations. One of the most important factors that influence the performance and longevity of tungsten steel milling cutters is the edge geometry, particularly the angles of the cutting edges. Selecting the correct angles is vital for improving machining efficiency, precision, and the lifespan of the tool. This article will explore the principles for selecting cutting edge angles for tungsten steel milling cutters and analyze how these angles impact machining performance. We will also provide a reference guide for typical angle parameters based on different machining conditions.

Selection Principles for Tungsten Steel Milling Cutter Edge Angles
The edge geometry of a tungsten steel milling cutter significantly affects its cutting performance. Different materials and machining conditions require the selection of different edge angles to optimize both the machining process and the lifespan of the tool. Key geometric parameters include the rake angle, clearance angle, main cutting edge angle, secondary cutting edge angle, and helix angle.
1. Edge Angle Selection for Hard and Soft Materials
- Hard Materials: When machining hard materials such as hardened steel or high-hardness alloys, it is generally recommended to use a smaller rake angle and main cutting edge angle. A smaller rake angle increases the tool’s strength and durability, reducing the risk of edge chipping during the cutting of tough materials. Likewise, a smaller main cutting edge angle helps reduce the cutting force and mitigates tool wear, making the tool more suitable for hard material machining.
- Soft Materials: For softer materials like aluminum, copper, or plastics, a larger rake angle and main cutting edge angle are preferred. A larger rake angle improves the sharpness of the tool, minimizing deformation and friction during cutting, which enhances cutting efficiency. A larger main cutting edge angle increases the cutting surface area, allowing for a higher material removal rate.
2. Edge Angle Selection for High-Speed and Low-Speed Cutting
- High-Speed Cutting: When operating at high speeds, the cutting temperature rises significantly, and it becomes essential to minimize contact between the tool and the workpiece to reduce heat generation. In these cases, a smaller clearance angle and secondary cutting edge angle are chosen. A smaller clearance angle minimizes friction between the tool and the workpiece, reducing tool wear and extending tool life.
- Low-Speed Cutting: Low-speed cutting typically involves higher cutting forces, which require a larger clearance angle and secondary cutting edge angle. A larger clearance angle ensures the tool retains enough strength to withstand the cutting forces at lower speeds without deforming. The larger secondary cutting edge angle helps improve the surface finish of the workpiece, ensuring smooth machining despite the slower cutting speed.
In summary, selecting the right edge angle requires a balance between material hardness, machining speed, and cutting conditions. Optimizing these angles for specific materials and machining requirements can yield significant improvements in performance and tool longevity.
The Impact of Tungsten Steel Milling Cutter Angles on Machining
Each of the edge angles of a tungsten steel milling cutter affects different aspects of the machining process, from tool sharpness and durability to cutting forces and surface quality. Understanding the role of each angle allows machinists to adjust their tools for better results in different machining scenarios.
1. Rake Angle
- Effect on Sharpness and Strength: The rake angle is the angle between the rake face of the tool and the cutting surface. It primarily affects the sharpness and strength of the tool. A larger rake angle makes the tool sharper, which is advantageous when cutting soft materials, as it reduces cutting forces and friction. However, this comes at the cost of tool strength, which may cause chipping or breakage when machining harder materials.
- Effect on Cutting Smoothness and Chip Evacuation: The rake angle also impacts cutting smoothness and the efficiency of chip evacuation. With a larger rake angle, chips are more easily removed from the cutting area, reducing the risk of clogging and improving surface finish. However, when machining hard materials, a smaller rake angle is preferred to maintain the tool’s strength, as harder materials produce more resistant chips.
2. Clearance Angle
- Effect on Strength and Durability: The clearance angle is the angle between the flank of the tool and the machined surface. This angle plays a crucial role in determining the strength, durability, and frictional behavior of the tool. A larger clearance angle reduces the contact area between the tool and the workpiece, which minimizes friction and cutting heat. This is particularly useful during low-speed cutting or when working with soft materials, where tool wear can be a significant concern.
- Effect on Tool Stability: However, a larger clearance angle can compromise the tool’s strength, reducing its ability to withstand higher cutting forces. For high-speed cutting or when machining harder materials, a smaller clearance angle is better, as it provides more support for the cutting edge, preventing deformation under high loads.
3. Main Cutting Edge Angle
- Effect on Cutting Precision and Force: The main cutting edge angle, or lead angle, is the angle between the primary cutting edge and the feed direction. It directly affects cutting precision, cutting force, and heat dissipation. A smaller main cutting edge angle reduces the forces exerted on the tool, which is beneficial for high-speed precision cutting. This helps to improve machining accuracy while reducing tool wear. A larger main cutting edge angle increases the tool’s contact area with the workpiece, which enhances the material removal rate but also increases cutting forces.
- Application in Hard and Soft Material Machining: For hard materials, reducing the main cutting edge angle can significantly reduce cutting forces and tool wear, improving tool life. For soft materials, increasing the angle boosts material removal efficiency and productivity.

4. Secondary Cutting Edge Angle
- Effect on Surface Finish and Cutting Forces: The secondary cutting edge angle influences the surface finish of the workpiece and the overall cutting force. A larger secondary edge angle results in a smoother surface finish, which is ideal for fine machining applications. On the other hand, a smaller secondary cutting edge angle reduces cutting forces, improving machining efficiency by enabling faster material removal.
- Fine Finishing and Rough Machining: The secondary cutting edge angle is critical in applications that require high surface quality. In finishing operations, a larger secondary angle ensures a finer surface, while for rough machining, a smaller angle can increase throughput by focusing more on material removal rather than surface quality.
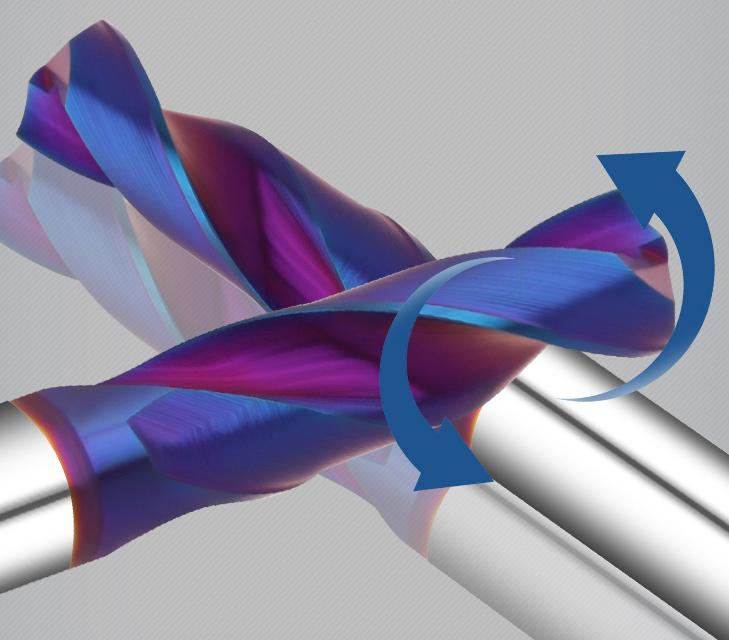
5. Helix Angle
- Effect on Chip Control and Impact Resistance: The helix angle, or the spiral angle of the tool’s cutting edge, controls the direction in which chips are evacuated and influences the strength and impact resistance of the tool’s tip. A larger helix angle directs chips away more effectively, preventing chip buildup and improving machining stability. This is especially important in high-speed machining operations, where chip control is critical for maintaining consistent performance.
- Effect on Tool Strength in Hard Material Cutting: A smaller helix angle, on the other hand, increases the tool’s tip strength, making it more suitable for cutting hard materials, where excessive tool wear or breakage is a concern. The smaller helix angle provides a more rigid structure to resist the forces encountered when cutting harder substances.
Tungsten Steel Milling Cutter Edge Angle Parameters Reference
The choice of edge angles for tungsten steel milling cutters should be based on the characteristics of the workpiece material, cutting speed, and the desired surface quality. Below is a reference guide for selecting cutting angles under different machining conditions:
| Machining Condition | Rake Angle | Clearance Angle | Main Cutting Edge Angle | Secondary Cutting Edge Angle | Helix Angle |
| Soft Material Machining (e.g., aluminum, copper) | 10°-20° | 10°-15° | 45°-75° | 15°-30° | 10°-15° |
| Hard Material Machining (e.g., hardened steel, high-hardness alloys) | 5°-10° | 5°-10° | 30°-45° | 5°-15° | 5°-10° |
| High-Speed Cutting (e.g., precision machining) | 5°-10° | 5°-10° | 30°-45° | 10°-20° | 5°-10° |
| Low-Speed Cutting (e.g., rough machining) | 10°-15° | 10°-20° | 45°-60° | 15°-30° | 10°-15° |
In short, the design and selection of tungsten steel milling cutter blade angle is a systematic engineering, involving the knowledge of mechanics, materials science, and other disciplines. In practical application, choosing the right tungsten steel milling cutter angle needs to be considered comprehensively according to the hardness of processing materials, cutting speed, machining parts surface quality requirements, and the characteristics of tool materials. By optimizing the blade angle, the surface quality of the machining parts and the mill cutter service life can be improved while ensuring machining efficiency.