5 Key Points to Know What is Deep Drawn Metal Stamping
Deep drawn metal stamping is used to create intricate and precise metal parts, especially those with a deep, cup-like shape. This process is an advanced form of metal stamping process that involves the deformation of a flat sheet of metal into a three-dimensional part, utilizing a die and press. The deep drawing process is widely used across industries such as automotive, aerospace, medical, and consumer goods due to its efficiency, cost-effectiveness, and ability to produce high-quality parts with minimal material waste.
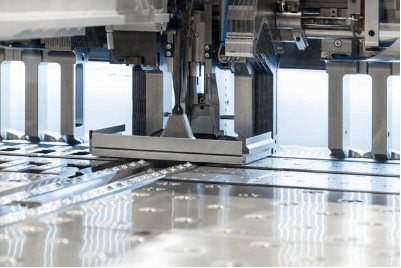
Table of Contents
Understanding the Basics of Deep Drawn Metal Stamping
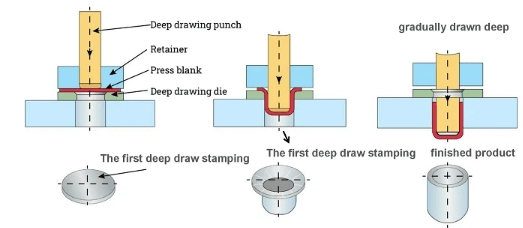
Deep drawing is a form of sheet metal forming where a flat metal sheet is drawn into a die cavity by the action of a punch. The metal sheet is placed over a die, and the punch presses it into the die to create the desired shape. The term “deep drawing” typically refers to the production of parts that are deeper than the diameter of the blank. For instance, a simple example is the manufacturing of metal cans, where the process involves drawing the metal into a deep cylindrical shape.
Key Advantages
- High Precision and Consistency: Deep drawn stamping is capable of producing highly precise parts with tight tolerances. The process can be automated for mass production, ensuring consistent quality across large batches.
- Strength and Durability: The deep drawing process strengthens the material due to work hardening. Parts produced through deep drawing are often stronger and more durable than those made with other manufacturing methods.
- Material Efficiency: Since the process involves minimal waste, deep drawn metal stamping is cost-effective and environmentally friendly. The material is used efficiently, and scrap is minimized.
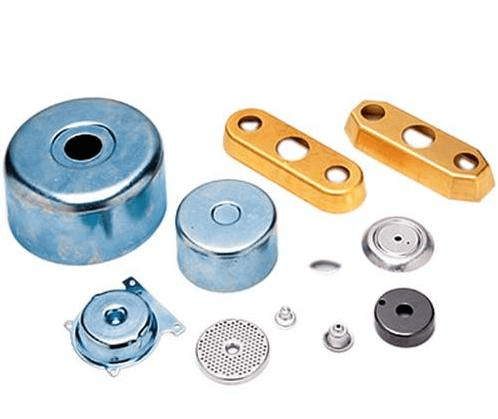
- Complex Geometries: The ability to create complex shapes and deep parts with varying thicknesses makes deep drawing ideal for producing intricate components used in a wide range of industries.
- Cost-Effective for Mass Production: Once the dies are fabricated, deep drawn metal stamping is highly cost-effective for producing large quantities of identical parts, as the process can be automated for high-volume manufacturing.

The Process of Deep Drawn Metal Stamping
This chart outlines the key steps in the deep drawn metal stamping process, from material selection to the final product, ensuring the creation of high-precision, durable metal stamping parts.
| Step | Description |
| 1. Material Selection | The process begins with choosing a suitable sheet metal material (commonly steel, aluminum, or brass) based on the required properties of the final product. |
| 2. Blank Preparation | A flat sheet of metal, called a “blank,” is cut to the required size and shape. This blank is the starting material for the stamping process. |
| 3. Die Design and Setup | A custom stamping die is designed and set up based on the part’s geometry and material. The die includes the punch, die cavity, and other components used in forming the part. |
| 4. Punching and Forming | The blank is placed into the die, where a punch presses the metal into the die cavity, gradually forming the desired shape. This process may involve multiple stages of drawing and stretching. |
| 5. Lubrication | Lubricants are applied to the die and metal to reduce friction, minimize wear on the tools, and improve the formability of the metal. |
| 6. Drawing | The metal is drawn deeper into the die as the punch continues to apply pressure, elongating and shaping the metal. The depth of the draw is a critical factor in the success of the process. |
| 7. Redrawing (if needed) | If the part requires additional drawing to reach the desired depth or complexity, the part is redrawn using a series of dies. |
| 8. Trimming and Finishing | After the part has been formed, any excess material (flash) is trimmed away, and additional finishing processes (like smoothing or deburring) are applied to ensure the part is ready for use. |
| 9. Inspection and Quality Control | The final part is inspected for accuracy, dimension, and surface finish. Quality control checks are performed to ensure the part meets specifications. |
| 10. Final Product | Once the part passes inspection, it is ready for use or further assembly into larger products. |
Materials Used in Deep Drawn Metal Stamping
This chart provides an overview of the materials used in deep drawn metal stamping, highlighting their unique properties and typical applications. Each material is selected based on the specific needs of the product, ensuring high performance in its respective industry.
| Material | Description | Key Characteristics | Common Applications |
| Steel | A widely used material due to its strength, durability, and versatility. | High strength, toughness, good formability, and cost-effective. | Automotive parts, industrial machinery, appliance components. |
| Aluminum | Lightweight and resistant to corrosion, often used in aerospace and automotive industries. | Lightweight, corrosion-resistant, good formability, non-magnetic. | Aerospace components, automotive body panels, consumer electronics. |
| Brass | An alloy of copper and zinc, known for its machinability and corrosion resistance. | Excellent corrosion resistance, good electrical conductivity, and malleability. | Electrical components, plumbing fittings, decorative items. |
| Copper | A highly conductive metal used for applications requiring good electrical properties. | Excellent electrical conductivity, corrosion-resistant, soft and malleable. | Electrical connectors, heat exchangers, plumbing components. |
| Stainless Steel | A corrosion-resistant alloy, often used in harsh environments. | High corrosion resistance, durability, strength, and formability. | Medical devices, aerospace parts, kitchen appliances. |
| Nickel Alloys | Known for their ability to perform in high-temperature and corrosive environments. | High heat resistance, corrosion resistance, and durability. | Aerospace parts, chemical processing equipment, gas turbines. |
| Titanium | Known for its strength-to-weight ratio and corrosion resistance. | Lightweight, strong, highly resistant to corrosion and high temperatures. | Aerospace, medical implants, high-performance automotive parts. |
| Carbon Steel | A low-cost material widely used for a range of applications. | Strong, wear-resistant, cost-effective, but prone to corrosion without coating. | Automotive parts, construction components, industrial machinery. |
| Galvanized Steel | Steel coated with zinc to improve corrosion resistance. | Corrosion-resistant, cost-effective, durable in outdoor conditions. | Outdoor equipment, automotive body panels, construction. |

Applications of Deep Drawn Metal Stamping
This chart provides a comprehensive view of deep drawn metal stamping in various industries, illustrating both the purpose and practical applications of the technique.
| Industry | Description | Key Applications |
| Automotive | Deep drawn stamping is used to produce strong, lightweight parts for vehicles. | Body panels (doors, hoods, fenders), Chassis parts, Fuel tanks |
| Aerospace | Used for high-strength, lightweight parts critical for aircraft safety and performance. | Aircraft panels (skin, fuselage, wing), Engine components, Structural parts |
| Electronics | Produces precise, durable parts for consumer electronics and devices. | Casings for electronics (smartphones, tablets), Connectors, Battery components |
| Consumer Goods | Ideal for creating durable and cost-effective metal parts in household items. | Kitchen appliances, Furniture hardware, Light fixtures |
| Medical Devices | Provides high-precision components required in medical instruments and devices. | Surgical instruments, Implants and prosthetics, Medical device housings |
| Industrial Equipment | Produces durable parts for machinery and equipment used in harsh industrial environments. | Machine components (gears, housings, bearings), Pumps and valves, Tooling and machinery parts |
| Oil and Gas | Creates reliable, high-strength parts to endure extreme conditions in energy production. | Pipeline components (flanges, connectors), Reservoir parts, Drill bits and casings |
| Electrical Components | Used to create protective housings and connectors for electrical devices and systems. | Connector housings, Switchgear, Electrical enclosures |
| Food and Beverage | Deep drawn stamping ensures safe, durable packaging and equipment for food handling. | Cans and containers (beverages, food packaging), Food processing equipment, Packaging components |
Challenges and Solutions in Deep Drawn Metal Stamping
1. Material Defects: Wrinkling and Tearing
Challenge
Wrinkling and tearing are common issues that occur when the metal material is not drawn evenly into the die. Wrinkling typically occurs when there is insufficient material flow or when the material gets trapped in certain areas. Tearing, on the other hand, happens when the material’s tensile strength is exceeded, leading to fractures or splits.
Solutions
- Proper Lubrication: Applying the correct lubricant helps reduce friction between the material and the die, allowing for smoother material flow. Lubrication helps prevent wrinkles by enabling the metal to move freely as it is drawn.
- Optimized Die Design: Adjusting the geometry of the die and punch, such as adding corner radii and increasing die clearances, can help reduce the chances of wrinkling and tearing.
- Pre-Stretching: In some cases, pre-stretching the material before drawing can help distribute the material more evenly, reducing stress concentrations that lead to tearing.
- Material Selection: Choosing metal stamping materials with good formability and appropriate thickness for the specific application can minimize the risk of both wrinkling and tearing.
2. Inconsistent Wall Thickness
Challenge
During the deep drawing process, maintaining consistent wall thickness can be difficult, especially when producing parts with varying depths or complex geometries. The metal may thin out or become unevenly distributed, which can impact the performance and strength of the final part.
Solutions
- Multiple Drawing Stages: Using multi-stage drawing operations can help to evenly distribute the material and reduce the likelihood of thickness variation. This approach involves gradually increasing the depth of the part using a series of progressively smaller dies.
- Drawing Control Parameters: Adjusting drawing speed, pressure, and lubrication can help maintain uniform material distribution, especially for deeper draws.
- Material Preheating: Slightly heating the material before deep drawing can improve its ductility and formability, allowing for more consistent wall thickness across the entire part.
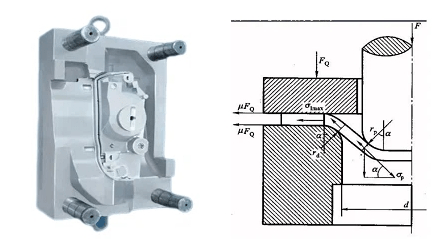
3. Die Wear and Tooling Costs
Challenge
The dies and punches used in deep drawn metal stamping are subject to wear and tear due to the high forces and pressures involved in the process. Tooling costs can be high, and frequent die maintenance or replacements can increase the overall cost of production.
Solutions
- Use of Harder Tooling Materials: Employing more durable tooling materials such as carbide or high-speed steel (HSS) can significantly extend the life of dies and punches.
- Tool Coatings: Applying coatings such as titanium nitride (TiN) or carbide coatings can reduce wear, improve the lifespan of tools, and reduce the frequency of maintenance.
- Regular Tool Maintenance: Scheduled inspections and maintenance of tooling are critical to prevent excessive wear that can lead to defects in the parts being produced. Keeping the dies and punches sharp and well-maintained ensures optimal performance.
4. Poor Surface Finish
Challenge
Deep drawn parts are often subject to surface imperfections such as scratches, dents, or oxidation. These imperfections are problematic, especially when the parts will be exposed to consumer-facing applications like electronics or automotive bodywork.
Solutions
To improve surface finish, the application of proper lubrication during the drawing process is essential, as it reduces friction and protects the material from damage. Additionally, maintaining clean and smooth die surfaces reduces the chances of surface imperfections. Post-processing techniques such as polishing, sandblasting, or applying protective coatings can be used to improve the surface quality further. For certain materials, applying a protective film during the drawing process can help reduce oxidation and staining, particularly when working with metals prone to corrosion.

5. High Setup Costs
Challenge
Deep drawing requires precision dies and tooling, which can be expensive to design, manufacture, and set up. For small-volume production runs, the initial investment in tooling can make the process cost-prohibitive.
Solutions
- Die Sharing and Modular Dies: For small-batch or prototype production, manufacturers can use shared or modular dies that can be adapted for different parts, reducing the cost of die creation.
- Design for Manufacturability (DFM): Early collaboration between design engineers and manufacturers can ensure that parts are designed with manufacturability in mind. This reduces the complexity of the tooling required and lowers setup costs in the long run.
- Rapid Prototyping: Techniques like 3D printing can help in creating low-cost rapid prototypes of the stamping dies and tooling, reducing setup costs for new designs and shortening lead times.
6. Springback
Challenge
Springback is the tendency of the material to return partially to its original shape after being deformed. This occurs due to the elastic recovery of the material, especially when it is drawn beyond its yield point. Springback can lead to dimensional inaccuracies in the final part, requiring further adjustments.
Solutions
- Over-Forming: One of the most common methods for compensating for springback is to over-form the part slightly. By pushing the material beyond the final desired shape during the drawing process, the material can return to the correct shape as it springs back.
- Springback Prediction: Advanced simulation software can be used to predict the effects of springback during the design phase. By incorporating the effects of springback into the design, manufacturers can adjust tooling and forming parameters in advance to reduce errors.
- Material Selection: Using materials with lower elastic modulus or higher yield strength can help reduce the amount of springback, improving dimensional accuracy.
7. Tooling and Die Design Complexity
Challenge
For highly complex parts, the tooling and die design required for deep drawing can become intricate and challenging. Complex geometries, such as those with multiple radii, undercuts, or deep sections, can make the design and production of the dies more difficult.
Solutions
- Advanced CAD/CAE Software: Computer-aided design (CAD) and computer-aided engineering (CAE) software allow for the simulation of the deep drawing process, helping designers anticipate problems like material flow issues, wrinkles, and misalignment before the actual production begins.
- Progressive Die Design: Progressive dies, which use a series of steps to gradually form the part, can be used for parts with more complex features. This approach can reduce the difficulty of die design and improve efficiency by automating the production process.
- Collaboration with Tooling Experts: Collaborating with experienced tooling designers and engineers can help navigate the complexities of designing dies for deep drawn parts, ensuring that the design meets both the functional and cost requirements of the project.
Final Thoughts
With ongoing advancements in materials, tooling, and automation, deep drawn metal stamping continues to be a vital manufacturing method for producing durable, high-precision components. Its ability to combine efficiency, cost-effectiveness, and superior product quality makes it an indispensable process in modern industrial applications.







